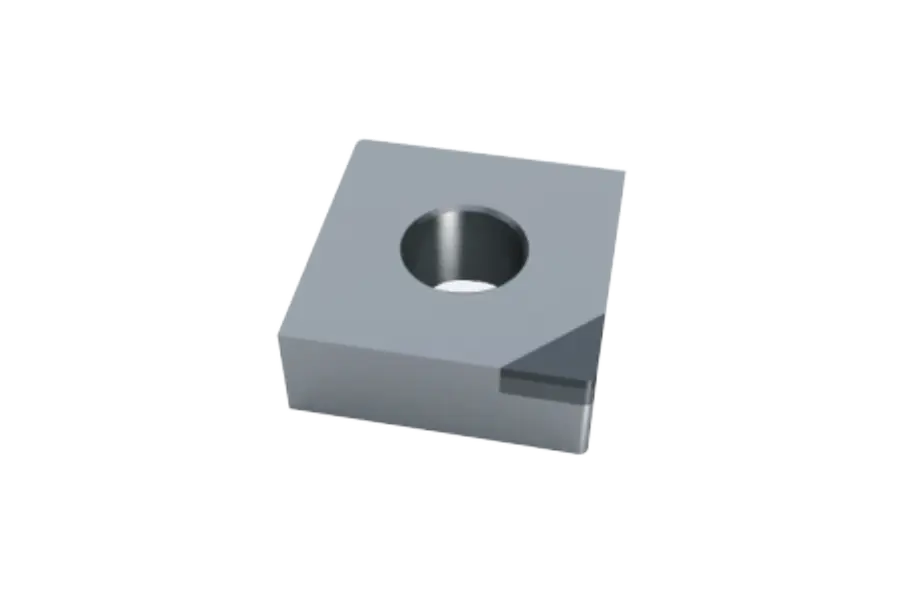
PCD standard inserts SN (0° clearance angle) type 90° 1
Product Details • Product Name: PCD Standard Insert – SN Type • Geometry / Shape: Square (90° included angle, ISO SN style) • Clearance (Relief) Angle: 0° (negative rake) • Cutting Edge: Polycrystalline Diamond (PCD) tipped • Common Sizes: SN..0903, SN..1204, SN..1606 (custom sizes available) • Edge Prep: Sharp or honed depending on application • Holder Compatibility: Fits standard ISO SN-type turning tool holders • Typical PCD Grades: 1300/1500 series or equivalent Description The PCD Standard Insert SN Type is a square 90° negative-rake insert designed for heavy-duty roughing, facing, and precision finishing of non-ferrous and abrasive materials. Its 0° clearance angle gives maximum edge strength for rigid setups and interrupted cuts. The PCD-tipped cutting edge provides exceptional wear resistance and thermal conductivity, making it a top choice for automotive, aerospace, electronic, and composite machining where long tool life and superior surface finish are essential.
Order NowFor Customization
Product Details
Key
Features & Benefits
- Maximum Edge Strength
– 0° clearance resists chipping during heavy or interrupted cuts.
- Square 90° Geometry
– Four usable cutting edges per insert for cost efficiency.
- PCD Cutting Edge
– Up to 10× the life of premium carbide on aluminum and composites.
- Excellent Surface Finish – Produces mirror-like finishes on non-ferrous
materials.
- High-Speed Machining
– Handles cutting speeds up to 3,000 m/min in aluminum alloys.
- Excellent Heat Dissipation – Diamond structure minimizes thermal deformation.
- ISO-Compatible
– Fits all standard SN tool holders for quick replacement.
- Consistent Dimensional Accuracy – Maintains tight tolerances in mass-production runs.
- Low Maintenance
– Longer life means fewer tool changes and higher productivity.
- Regrindable / Re-tippable – Can be serviced to extend usable life.
Customer Ratings
5.0/5
Based on 2 reviews
Customization product
I’ve been using this product for several months now, and it stands out as one of the best tools for customization in manufacturing. Whether you're working with metal, plastic, or composites, this tool adapts easily to different workflows and materials. Highly recommended for teams looking for precision, efficiency, and customization all in one.
Frequently Asked Questions
Q1. What materials can SN-type PCD
inserts cut?
A: Non-ferrous metals (aluminum, brass, copper, magnesium), carbon-fiber
composites, high-silicon alloys, and graphite.
Q2. Are they suitable for hardened
steels?
A: No. PCD reacts with iron at high temperatures. Use PCBN inserts for hardened
or ferrous steels.
Q3. What cutting speeds are
recommended?
A: Typically 800–3,000 m/min for aluminum; adjust for rigidity and workpiece material.
Q4. Is coolant required?
A: Often not. Dry machining works well; a light mist or air blast helps chip
removal.
Q5. How does tool life compare to
carbide?
A: Usually 5–10 times longer, depending on cutting conditions.
Q6. Can these inserts be
re-sharpened or re-tipped?
A: Yes, specialized service providers can regrind or re-tip the PCD edge.
Q7. What feed rates are typical?
A: For finishing, 0.05–0.25 mm/rev; higher feeds are possible for softer
non-ferrous alloys.
Q8. Do they require special holders?
A: No, they fit standard ISO SN tool holders.
Q9. How should they be stored?
A: In protective cases, in a dry, vibration-free environment to avoid chipping.
Q10. Are they good for abrasive
composites like CFRP or GFRP?
A: Yes, PCD is excellent for carbon- and glass-fiber composites, minimizing
delamination and tool wear.


